


Water is an important and renewable resource, and cotton growers strive to use it responsibly, using practices like no-till farming and advanced irrigation systems to optimize water use.1 In fact, most U.S. cotton is produced using only natural rainfall.2
With just one one acre-inch of rain, modern cotton varieties tend to yield at least 50 pounds of lint and 75 pounds of seed3 – enough to make more than 170 t-shirts and feed more than 10 cows.4

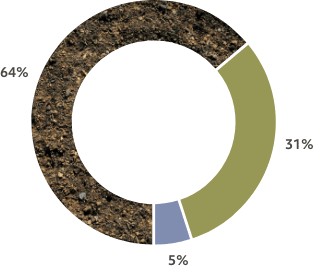
In the U.S., 64% of cotton produced requires no irrigation, 31% receives supplemental irrigation, and only 5% is fully irrigated.8,9

Irrigation
When rainfall is not sufficient, many cotton growers in developed cotton-growing countries use advanced irrigation systems to efficiently provide supplemental water to cotton crops. Supplemental irrigation can be a critical factor in the overall sustainability of cotton crops; in some cases, the amount of cotton lint per acre can double.10

Textile Dyes
New textile dyeing processes embed dye within the cotton fibers instead of coating them, or use foam dyeing for jeans, which reduces water waste in the manufacturing process.

Water Quality
Many cotton growers employ conservation tillage practices and other regenerative agriculture practices to improve surface water quality and soil health and reduce run-off, in turn increasing the soil’s water holding capacity.11,12
In the U.S., 65% of cotton acreage doesn’t use irrigation.13
A Confident Future for Water Conservation
Every liter of water used to grow this essential crop matters. Cotton growers are committed to using water responsibly through intelligent irrigation, water management practices that ensure water also benefits local ecosystems, and manufacturing processes that minimize water use or recapture water for reuse, such as foam dyeing of jeans. Cotton Incorporated directs research intended to continually improve irrigation efficiency and lower cotton’s environmental impacts.

Cotton & Water: Understanding Metrics & Use in Industry Tool – Part 1
Cotton & Water: Understanding Metrics & Use in Industry Tool – Part 2
Pathways to Progress: Increasing Cotton’s Water Productivity
RELATED LINKS

THE LATEST

Water & Cotton
Discover the truth about cotton’s water usage. Is it really a water-thirsty crop? Learn about drought tolerance, water-saving practices, and how much water is needed to make a cotton t-shirt.
Cotton’s Natural Biodegradability: Water
Discover why cotton is a sustainable choice. Cotton is a biodegradable, drought-tolerant crop and helps reduce plastic waste in our oceans. Check the label for cotton and help save our water.
Amid Increasing Climate Change Challenges, Cotton Continues to Make Water...
Water remains one of the most important resources due it its impact on our everyday lives, especially as we work with our changing environment. The impact of climate change, however, has made it challenging for growers to manage this resource. Currently, nearly half...
- Barnes, E. M., Campbell, T. B., Vellidis, V., Porter, W., Payero, J., Leib, B., Sui, R., Fisher, D. K., Anapalli, S., Colaizzi, P., Bordovsky, J., Porter, D., Ale, S., Mahan, J., Taghvaeian, S., Thorp, K. (2020). Forty years of Increasing Cotton’s water productivity and why the trend will continue. Applied Engineering in Agriculture. https://doi.org/10.13031/aea.13911.
- United States Department of Agriculture National Agricultural Statistics Service (2019). 2018 Irrigation and Water Management Survey. www.nass.usda.gov/Publications/AgCensus/2017/Online_Resources/Farm_and_Ranch_Irrigation_Survey/fris.pdf.
- Zwart, S. J., & Bastiaanssen, W. G. M. (2004). Review of measured crop water productivity values for irrigated wheat, rice, cotton and maize. Agricultural Water Management, 69(2), 115-133. https://doi.org/10.1016/j.agwat.2004.04.007.
- Cotton Incorporated (2017). LCA update of cotton fiber and fabric life cycle inventory. Retrieved from https://cottontoday.cottoninc.com/wp-content/uploads/2019/11/2016-LCA-Full-Report-Update.pdf
- https://www.aces.edu/blog/topics/beef/whole-cottonseed-use-in-beef-cattle-diets/.
- Field to Market: The Alliance for Sustainable Agriculture. (2021). Environmental Outcomes from On-Farm Agricultural Production in the United States. National Indicators Report, fourth edition. https://fieldtomarket.org/national-indicators-report/
- National Cotton Council, Cotton USA, Cotton Incorporated. (2018). U.S. Cotton Ten Year Sustainability Goals: Pathways to Progress. https://www.cottoninc.com/about-cotton/sustainability/cotton-sustainability/.
- United States Department of Agriculture National Agricultural Statistics Service. (2019). 2019 Agricultural Statistics. https://quickstats.nass.usda.gov/.
- United States Department of Agriculture National Agricultural Statistics Service (2018). 2018 Irrigation and Water Management Survey. www.nass.usda.gov/Publications/AgCensus/2017/Online_Resources/Farm_and_Ranch_Irrigation_Survey/fris.pdf.
- Jalota, S. K., Sood, A., Vitale, J. D., & Srinivasan, R. (2007). Simulated crop yields response to irrigation water and economic analysis: Increasing irrigated water use effi ciency in the Indian Punjab. Agronomy Journal, 99(4), 1073–1084. https://doi.org/10.2134/agronj2006.0054.
- Wall, D. H. (2012). Soil ecology and ecosystem services. Oxford University Press. https://doi.org/10.1093/acprof:oso/9780199575923.001.0001.
- Daystar, J. S., Barnes, E., Hake, K., & Kurtz, R. (2016). Sustainability Trends and Natural Resource Use in U.S. Cotton Production. BioResources, 12(1), 362–392. https://doi.org/10.15376/biores.12.1.362-392.
- Cotton Australia and Cotton Research and Development Corporation. (2019). Australian Cotton Sustainability Report 2019: Snapshot. https://www.crdc.com.au/sites/default/files/pdf/Sustainability%20Report%20snapshot.pdf.